










Открылось производство по волочению высоколегированной проволоки

Волочим высоколегированную проволоку от 1,0 до 10 мм
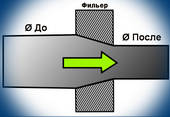
Что такое волочение?
Волочением называют пластическую деформацию при протягивании проволоки, через сужающийся канал инструмента (волоки).
Усилие растяжения, приложенное к выходящему из волоки концу изделия, используется на формоизменение заготовки и преодоление сил трения о канал волоки.
Обжатие за проход ограничено крепостью выходящего конца изделия и, как последствие, обрывом сплава. Характеристикой процесса служит вытяжка λ.
Волочение относится к холодной пластической обработке.
Не считая формоизменения и вытяжки достигается упрочнение (наклеп) материала, улучшается качество поверхности и точность размеров. Для проволоки скорость волочения составляет до 50 м/с
.
Перед волочением проволоку термически обрабатывают, убирают с нее окалину и подготавливают её поверхность для закрепления смазки.
Термическая обработка снимает наклеп и гарантирует приобретение хорошей структуры.
Смягчающий отжиг повторяют после 70–85 %-го обжатия для стали и 99 %-го для цветных металлов (меди, латуни).
Окалину после термической обработки убирают механическим, химическим способами.
Механическая очистка состоит в периодическом изгибании проволоки между роликами, обдуве дробью либо песком.
Такой метод малоэффективен для удаления крепкой окалины. Поэтому чаще используют химический метод.
После травления бухту промывают, на ее поверхность наносят подсмазочный слой путем желтения, известкования, фосфатирования, омеднения.
При желтении на бухту наносят тонкий слой гидроксида железа Fе(ОН)3, который совместно с нанесенной на него известью играет роль наполнителя для смазки.
Фосфатирование состоит в нанесении пленки фосфатов марганца, железа и цинка. К пленке фосфатов отлично прилипает, смазка и коэффициент трения снижается до 0,03 – 0,05.
Известкование в растворе нейтрализует остатки кислот и формирует пленку наполнителя для смазки.
Для волочения с большими обжатиями и давлениями рекомендовано омеднение бухты в растворе купороса, коэффициент трения при этом равен 0,07 – 0,11. После нанесения покрытия бухту сушат в камере при 300–350 градусов
Для роста производительности концы бухт сваривают.
Это понижает траты времени на заправку проволоки в волоки до минимума.
Поволоку волочат на машинах многократного волочения с количеством волок 5–20.
После каждой волоки скорость проволоки возрастает пропорционально вытяжке λ, достигая на выходе 35 - 45 м/с.
Автоматизированный электропривод позволил соединить в единую непрерывную конструкцию, проволочную волочильную машину.
К основному волочильному инструменту относятся оправки и волоки. Отверстие волоки имеет следующие зоны:
Для облегчения ввода проволоки входную, смазочную и рабочую для ввода смазки и обжатия проволоки, калибрующий поясок, обратный конус и выходную зону для предохранения проволоки от образования царапин и рисок.
Большей износостойкостью имеют волоки из синтетических (поликристаллических до 4,7 мм), природных (до 2,5 мм) алмазов, однако они имеют необходимость в активном охлаждении.
Размеры и форма канала стандартизованы.
Алмазные волоки вставляют в оправы из бронзы или латуни и заливают легкоплавким сплавом.
Для проволоки диаметром 1 – 20 мм используют в основном сборные волоки из обоймы с запрессованной в нее твердосплавной вставкой.
Размеры и материалы вставок на базе карбидов вольфрама и кобальта.



