Поковка - два основных метода изготовления это ковка и штамповка процесс деформации металлической заготовки
 |
 |
Этапы производства, технология изготовления поковки.
В настоящее время обработка металлов с помощью давления является наиболее распространенным и технически аргументированным методом получения заготовок, называемых поковками, которые в дальнейшем подвергаются механической обработке для достижения нужных размеров и форме детали.
Поковка – это промежуточная заготовка, полученная методом пластической деформации металла, особенность которой является ее сходство с будущей деталью или изделием по габаритным размерам и форме.
Процесс производства поковки проходит следующие фазы:
1.Резка проката различной конфигурации на необходимые размеры. Используемый прокат может иметь круглое, квадратное, прямоугольное и многоугольное сечения. Иногда допускается применение заготовки в виде специального профиля (уголок, двутавр, швеллер)
2.Процесс деформации метала.
3.Термическая обработка поковки (нормализация и отпуск)
4.Прием готовой поковки отделом технического контроля.
Методы, применяемые для изготовления поковки
Сегодня существует два основных метода получения поковки:
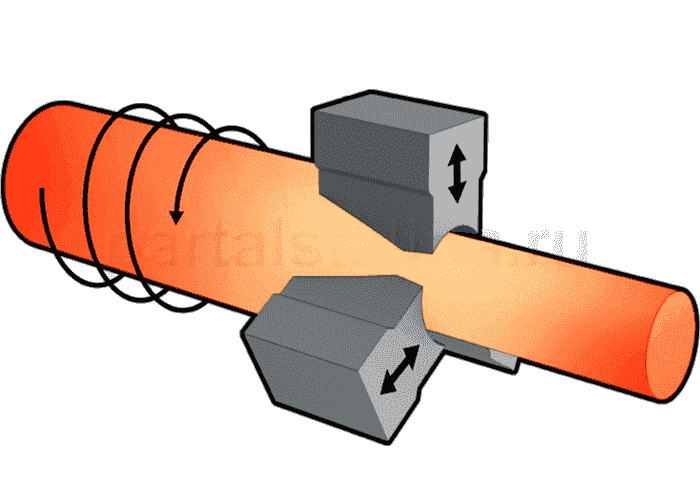
• Ковка – процесс деформации металлической заготовки, которая находится в пластическом состоянии и придания ей нужной формы путем воздействия ударной нагрузки бойков молота или пресса.
К ковке также относят гибку, вытяжку, волочение.
Отличительной особенностью ковки является то, что заготовка находится в свободном положении в процессе деформации, она не имеет четкой базировки.
Припуск под обработку кованой поковки практически в 2 раза выше, чем у поковки полученной методом штамповки.
На производстве ковку применяют только в мелкосерийном и единичном производстве двумя основными методами, это ручной или машинный.
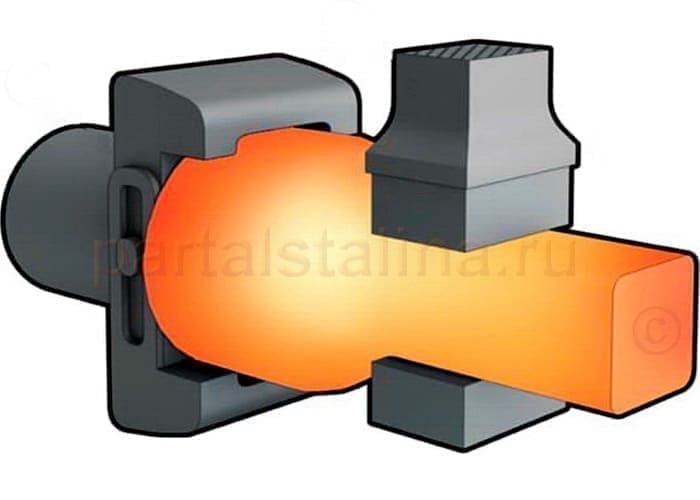
• Штамповка – процесс деформации металлической исходной заготовки под давлением, протекающий с применением дополнительной оснастки (особого штампа).
Процесс пластической деформации осуществляется в матрице штампа, форма которой полностью идентична изготовляемой поковке.
Ударным элементом, оказывающим нагрузку, выступает пуансон.
Штамповка может быть выполнена с предварительным нагревом исходной заготовки, так и без него.
Штамповка, в отличие от ковки, имеет довольно высокую продуктивность, она не нуждается в высокой квалификации рабочих, а на выпуске поковка имеет более высокую точность размеров и малую шероховатость верхнего слоя.
Однако применение штампов рационально только в серийном производстве, чтобы оправдать издержки на их высоко затратное изготовление.